Gia công tiện chích rãnh hay còn gọi là Grooving Turning là kiểu tiện sử dụng mảnh dao tiện (chíp tiện) để cắt, tạo rãnh trên trục sản phẩm. Tiện chích rãnh có 3 dạng là chích rãnh trong, chích rãnh ngoài và chích rãnh bề mặt. Để tìm hiểu rõ hơn các kỹ thuật này thì đừng bỏ qua bài viết này nhé.
Chức năng cơ bản của rãnh trên sản gia công bằng phương pháp tiện
Tùy mỗi ứng dụng cụ thể của sản phẩm thì chúng ta thường gia công chích rãnh để ứng dụng
- Rãnh thoát để lắp ráp ren.
- Rãnh gắn vòng O (o-ring) chống rò dầu, nước, chống rò rỉ khí. (từ vị trí nay vòng O, được dùng và hiểu là O-ring)
- Rãnh thoát để dễ gia công mài.
- Rãnh để quấn dây, quấn chỉ.
- Rãnh puly để truyền động dây đai (belt).
- Rãnh để làm nhẹ khối lượng sản phẩm.
- Rãnh để lưu giữ dầu bôi trơn khi chuyển động.
- Rãnh truyền động ứng dụng trục Vitsme (ball screw).
- Rãnh gắn Xéc măng trong các Piston.
- Rãnh để gắn các vòng phe gài.
- Rãnh ngoài và rãnh trong kết hợp với lỗ ngang thông, ứng dụng các chi tiết làm Van đóng mở.
- Rãnh mặt đầu để dẫn động, dẫn dầu, gắn vòng… rãnh thoát khi lắp ráp.
Các dạng lỗi thường gặp khi gia công rãnh trên máy tiện.
Mỗi phương pháp tiện khác nhau đều có những thách thức, khó khăn khi gia công khác nhau. Đối với tiện chích rãnh, nhưng lỗi thường gặp như:
- Dao động kích thước rãnh hay thường gọi là dung sai lớn.
- Gia công rãnh bề mặt bị xước, bậc.
- Độ thô rãnh khó đạt yêu cầu bản vẽ.
- Tuổi thọ dao thấp, dao nhanh mòn.
- Phoi vòng quấn rãnh xuất hiện trong quá trình gia công.
- Bavia rãnh xuất hiện tại phần cuối ren.
Bài viết này viết về nhưng kĩ thuật tiện ngoài và cụ thể là kỹ thuật gia công rãnh lắp vòng O (o-ring)
1/Tính kỹ thuật của rãnh lắp vòng O.
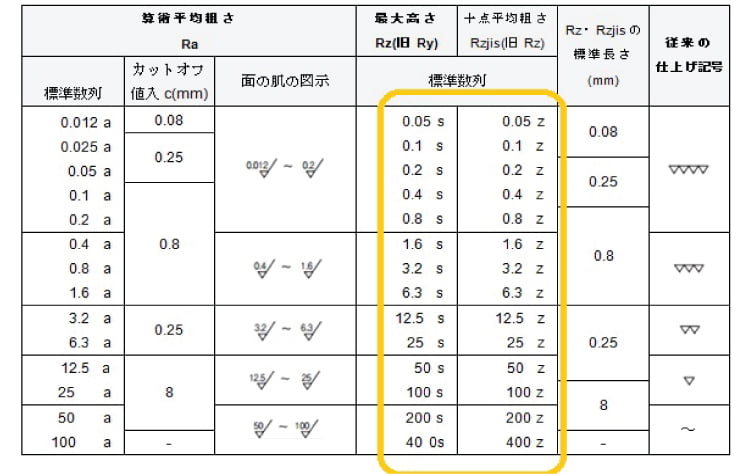
Đối với gia công rãnh lắp vòng O, yêu cầu về rãnh phải đạt đô thô tương đối khắc khe từ dưới 6.3 s hoặc đến dưới 12.5 s. Những vết xước rãnh sẽ làm cho vòng O bị hư hại khi được lắp vào hoặc bị hư hại trong quá trình làm việc. Kích thước rãnh yêu cầu độ chính xác đường kính dưới ±0.025 mm, độ rộng rãnh dưới ±0.1 mm. Ngoài ra, bề mặt chi tiết hoàn thiện không có những bavia, gai nhọn. Tham khảo bảng dung sai độ thô theo tiêu chuẩn JIS
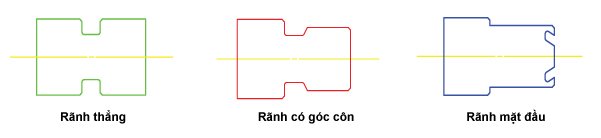
2/Những hình dạng thường gặp của rãnh vòng O
3/Lựa chọn dao cụ cắt gọt gia công rãnh vòng O:
Việc đầu tiên chúng ta phải biết được vật liệu rãnh vòng O chúng ta cần gia công để lựa chọn dao cụ phù hợp
- Vật liệu thép Carbon: S25C, S45C, S50C ….
- Vật liệu thép không gỉ: SUS304, SUS316L, SUS630 …
- Vật liệu gang: FC250, FCD400, FCD500 …
- Vật liệu kim loại màu: đồng, nhôm …
- Vật liệu hợp kim titan, hợp kim chịu nhiệt
- Vật liệu thép công cụ: SKD11, SKS3, SKD61 ….
- Thép công cụ carbon: SK3, SKH51..
Biết được vật liệu chúng ta sẽ lựa chọn được grade hay còn gọi là lớp phủ phù hợp. Về cơ bản các sản phẩm dao tiện đều được làm từ hợp kim siêu cứng, có thể gia công cắt được hầu hết tất cả các vật liệu bên trên. Nhưng lựa chọn đúng lớp phủ sẽ cho bề mặt gia công đạt yêu cầu kỹ thuật và cho tuổi thọ công cụ được lâu hơn, giúp tối ưu chi phí.
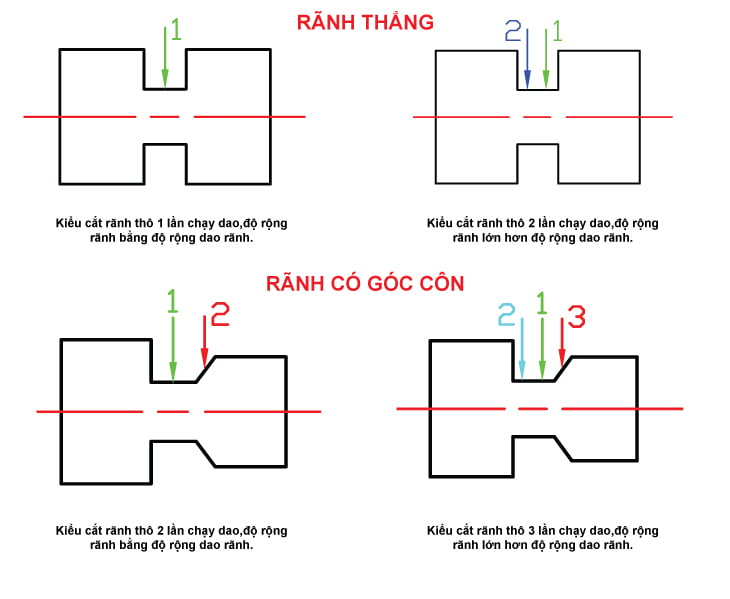
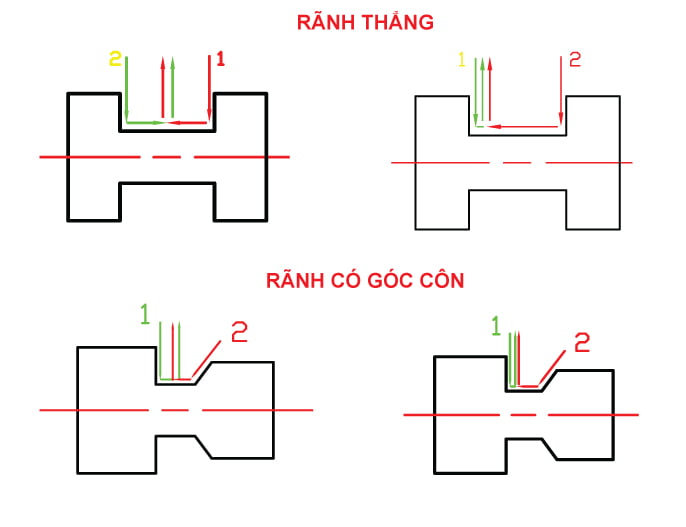
4/Nguyên công khi gia công rãnh thẳng và rãnh có góc côn:
Tùy mỗi đơn vị, công ty khác nhau sẽ có nhiều phương pháp gia công khác nhau, nhưng thường sẽ chia làm 2 công đoạn chính là gia công thô và tinh.
Gia công tiện rãnh thô
Sử dụng dao chích rãnh Echain Cutting Tool với series HIR bạn sẽ có những lựa chọn dễ dàng hơn phù hợp với các điều kiện gia công khác nhau
a) Insert chích rãnh HIR, phù hợp với những sản phẩm nhỏ,nhược điểm là tạo nên phôi dài dễ quấn lên sản phẩm. Phải lập trình cắt nhấp để giảm đoạn phoi cắt ra. Kiểu dao này có thể dùng cắt bán tinh hoặc cắt tinh (với điều kiện độ thô rãnh không quá khắt khe).
Gia công tiện rãnh tinh
Dao tiện rãnh tinh ECHAIN với dòng sản phẩm HIR với các tính năng:
- Lưỡi cắt được mài sắc, khi gia công sản phẩm đạt độ hoàn thiện tốt nhất.
- Lưỡi cắt được mài sắc, lực cắt nhỏ, khắc phục hiện tượng sần rãnh.
- Với chip HIR có thể gia công đạt được tốc độ cao, có thể gia công rãnh độ thô đạt dưới 6.3s
Để gia công chích rãnh đạt hiệu quả, ngoài việc lựa chọn dụng cụ cắt gọt, đường chạy dao thì còn nhiều yếu tố khác ảnh hưởng đến kết quả của quá trình. Bạn có thể liên hệ với các nhà sản xuất dao cụ hoặc đại lý cung cấp dao cụ để được hỗ trợ tốt nhất
Với phong cách tư vấn chuyên nghiệp và phục vụ tận tình của nhân viên CNC Ánh Kim sẽ góp phần quan trọng mang lại sự hài lòng cho quý khách hàng, mang lại cho khách hàng sự tin cậy về giải pháp hiệu quả và tiết kiệm chi phí.
Xem thêm top 5 loại dao phay ngón bán chạy ở CNC Ánh Kim
CÔNG TY TNHH TM – DV C.N.C ÁNH KIM
Địa chỉ: : 1737/7/3/18 Quốc Lộ 1A, KP2, P.Tân Thới Hiệp, Q12,TP.HCM
MST: 3702178984
ĐT: 028 6257 0211
Email : sales@cncanhkim.com
Website: https://cncanhkim.com/