Doa là một loại dụng cụ cắt quay được sử dụng trong gia công kim loại được thiết kế để phóng to kích thước của lỗ đã hình thành trước đó một lượng nhỏ nhưng có độ chính xác cao và tạo ra bề mặt nhẵn.
Với sự ra đời của máy CNC, nhu cầu vận hành nhanh hơn. Với sự phát triển trong vật liệu cắt như cacbua và công nghệ sản xuất được cải tiến đã dẫn đến sự phát triển của Máy khoan tốc độ cao chính xác cao ngày nay với các cạnh cắt cacbua. Với doa có độ chính xác cao và tốc độ cao, chúng ta thường có thể đạt được dung sai kích thước từ IT 5 đến IT 8. Chất lượng bề mặt từ Ra 0,2 micron đến Ra 1,2 micron.
Doa dựa trên sự sắp xếp của các cạnh cắt có thể được phân loại là Doa một lưỡi và Doa nhiều lưỡi.
Ưu điểm của mũi doa lỗ
Ưu điểm của doa một lưỡi là độ chính xác cao và cung cấp chất lượng bề mặt tuyệt vời và sự nhất quán về kích thước. Hạn chế là chúng có độ mở rộng cao và yêu cầu hệ thống thiết lập mở rộng.
Do đó, doa một lưỡi được chọn cho các ứng dụng rất đặc biệt trong các chi tiết gia công bằng gang.
Có hai loại máy doa, một là máy doa tay và một loại khác là máy doa. Cả hai chủ yếu khác nhau về chuôi và phần cắt.
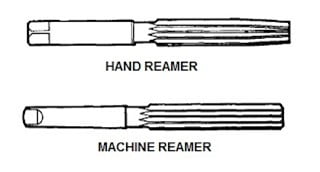
Doa tay được sử dụng chủ yếu cho công việc lắp ráp nhằm cải thiện độ ăn khớp của các bộ phận. Một đầu côn dài là đặc điểm chính của dao doa này. Điều này đảm bảo rằng lỗ được dẫn hướng tốt và ngăn cản sự bó cứng.
Doa máy được sử dụng để doa trên máy khoan và máy tiện,máy phay. Trục chính hướng dẫn mũi doa.
Phương pháp xử lý mũi doa lỗ
Để đạt được đường kính nhất quán và chính xác cao với một mũi doa, người ta phải xem xét các biến số của quá trình có thể ảnh hưởng đến chất lượng tổng thể của lỗ được doa. Các biến số như vật liệu doa, thiết kế doa, vật liệu được doa, nhiệt độ ở bề mặt doa, tốc độ doa, chuyển động của máy hoặc người vận hành, v.v. phải được giải quyết. Bằng cách kiểm soát các biến này ở mức độ tốt nhất có thể, quá trình doa có thể dễ dàng tạo ra các lỗ có kích thước nhất quán và chính xác cao.
Hoàn thiện bề mặt và tuổi thọ
Khi được thiết kế và sử dụng đúng cách, doa có thể trải nghiệm tuổi thọ kéo dài lên đến 30.000 lỗ. Quy trình được kiểm soát thích hợp cũng có khả năng duy trì kích thước phù hợp trên toàn bộ chiều dài của lỗ đồng thời giảm thiểu hiệu ứng kính giờ. Các lỗ được gia công thường có thể có bề mặt hoàn thiện từ 10 đến 25 µin. Ra.
Với mũi doa có rãnh xoắn – ngược với mũi khoan – tay của đường xoắn ngược với hướng quay (ngoại lệ duy nhất: mũi doa kết cấu) để ngăn mũi doa bị kéo vào lỗ khoan.
Doa như vậy được sử dụng, nếu có các rãnh hoặc rãnh trong lỗ khoan (rãnh lông vũ hoặc rãnh dầu).
Với lỗ khoan, luôn có thể sử dụng máy doa tay; đối với lỗ khoan có túi, mũi doa phải được mài xoắn ốc (lỗ mù chỉ được doa bằng máy doa.) Cờ lê được sử dụng làm phương tiện phụ trợ.

Hoạt động doa – quay theo chiều kim đồng hồ
Kiểm tra sau khi doa
Các lỗ khoan tiêu chuẩn được tạo ra đúng với kích thước được kiểm tra bằng cữ đo tương ứng, các lỗ khoan không tiêu chuẩn đúng với kích thước có thể được kiểm tra với sự trợ giúp của thước đo bên trong.

Kiểm tra bằng dụng cụ cữ đo
Kiểm tra doa thẳng
Hầu hết, các dao doa này có số lượng các cạnh cắt chẵn mà hai trong số đó hướng vào nhau. Kết quả là, đường kính của mũi doa có thể được xác định bằng đường kính bên ngoài. Tuy nhiên, điều này không hữu ích lắm.
Doa thẳng tạo ra một lỗ khoan trong một phạm vi chính xác nhất định .
Người ta không thể suy ra đường kính chính xác của lỗ khoan từ đường kính chính xác của mũi doa.
Các lỗi trong quá trình doa hoặc doa xỉn màu có thể gây ra sai lệch vài phần trăm milimet.
Do đó, phải luôn luôn thực hiện một lỗ khoan thử nghiệm: trên cơ sở lỗ khoan đã được kiểm tra, có thể biết được liệu mũi doa tương ứng có thể được sử dụng hay không.
Ghi chú
Doa có thể điều chỉnh lại được phải được điều chỉnh bằng thước đo vòng hoặc panme bên ngoài trước khi doa; sau đó, một lỗ khoan thử nghiệm phải được thực hiện.
Đối với việc lựa chọn chất làm mát và chất bôi trơn, điều cần thiết là
- Doa gang xám là doa khô,
- Nên bổ sung tinh thể để doa nhôm,
- Doa thép nên làm mát bằg dầu cắt gọt,
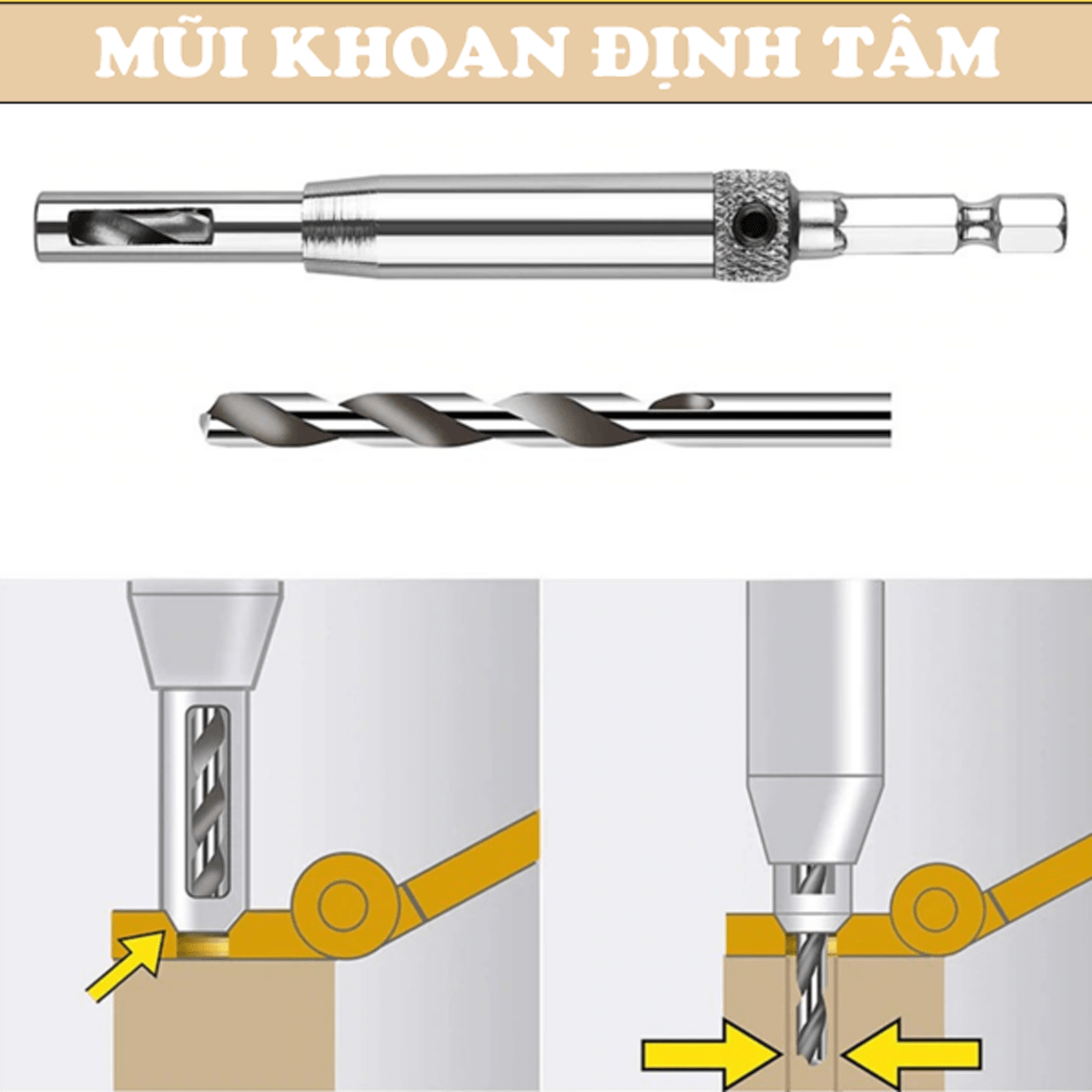
Các công cụ và phụ kiện chính sau đây sẽ được cung cấp để gia công (định tâm, khoan, doa, ):
- Mâm cặp có mâm cặp quay trong, đế mềm kẹp phôi.
- Máy khoan tâm có mâm cặp mũi khoan để định tâm phôi.
- Mũi khoan xoắn dùng để gia công thô lỗ.
- Dụng cụ cắt mặt bên trong (dụng cụ doa) hoặc máy đối công có rãnh xoắn ốc (mũi khoan xoắn ba đầu) để tạo lỗ có gia công cho phép doa.
- Doa để hoàn thiện lỗ
- Tay áo côn để xác định vị trí trong ụ.
- Chất làm mát / chất bôi trơn.
- Thước cặp Vernier để kiểm tra kích thước trong phạm vi 0,1 mm.
- Máy đo độ sâu (đối với lỗ bậc hoặc lỗ mù).
- Đồng hồ đo quay số để kiểm tra độ chạy dọc trục và xuyên tâm.
- Sử dụng cử đo kiểm tra lỗ doa.
Khuyễn nghị an toàn lao động
- Khi vận chuyển, hãy che phần cắt của mũi doa để tránh bị thương.
- Khi kiểm tra lỗ bằng cử đo , hãy đảm bảo rằng phần cắt dư thừa vừa đủ ra khỏi khu vực làm việc hoặc được che phủ.
- Không thực hiện bất kỳ phép đo hoặc thử nghiệm nào trừ khi trục chính ở trạng thái dừng.
- Khi máy chạy với tốc độ quay cao kẹp chặt phôi và dụng cụ là điều cần thiết.
- Đeo kính bảo hộ để chống phoi bay (doa).
- Khi làm việc đối với nhôm, hãy đề phòng lửa – dễ gây cháy!
Sau khi doa, các phoi và dầu còn lại phải được loại bỏ khỏi lỗ khoan với sự trợ giúp của khí nén hoặc bàn chải.
Kết luận
Bài viết đã cho chúng ta biết về dụng cụ doa và chu trình doa lỗ.
CNC Ánh Kim cung cấp dụng cụ cắt gọt kim loại chính hãng và chất lượng hàng đầu. Hãy để lại số điện thoại hoặc email để những kỹ sư hàng đầu của chúng tôi sẽ tư vấn cho bạn.
Số điện thoại: 0827040370 (MR.ĐẮC)
Email: minhdac@cncanhkim.com
Website: www.cncanhkim.com