

Công nghiệp cơ khí ngày càng phát triển, trong đó tiện và phay là những công việc phổ biến trong nghành cơ khí. Để giúp những bạn mới làm quen và có cái nhìn tổng quan hơn về chế độ chạy dao hợp lý. CNC Ánh Kim xin chia sẽ một số công thức liên quan đến chế độ chạy dao.
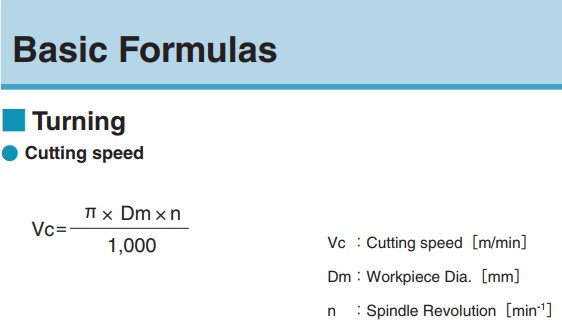
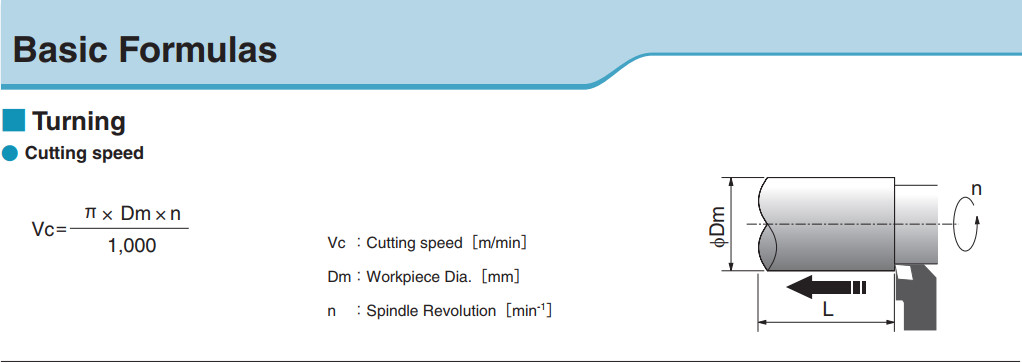
Trong đó:
Vc: Tốc độ cắt (Cutting speed [m/min])
n: Số vòng quay trục chính (Spindle speed [RPM])
Dm: Đường kính phôi (Workpiece Diameter [mm])
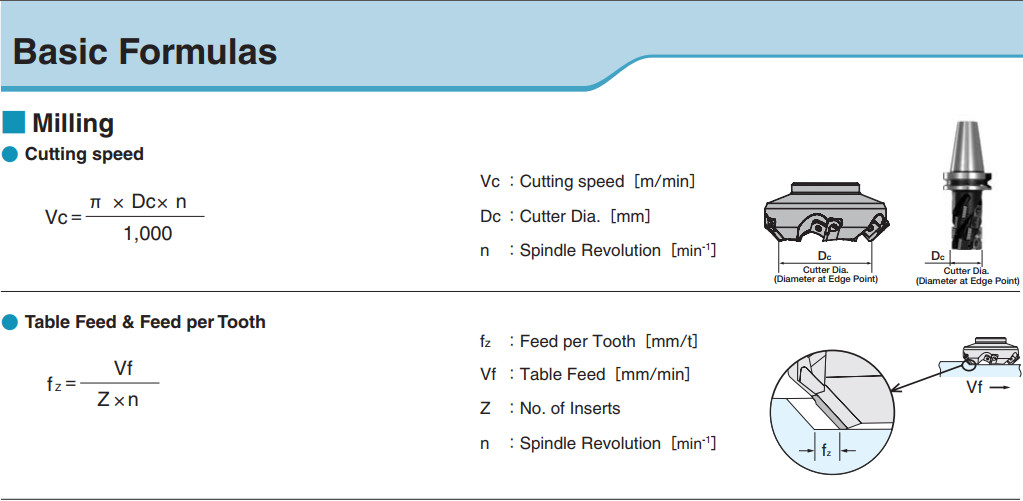
Trong đó:
Vc: Tốc độ cắt (Cutting speed [m/min])
n: Số vòng quay trục chính (Spindle speed [RPM])
Dc: Đường kính dao (Cutter Diameter [mm])
fz: lượng ăn dao cho mỗi me cắt (Feed per tooth [mm/t])
Vf: Bước tiến bàn (Table feed [mm/min])
Z: Số lượng me cắt (No. of Inserts)
– Thông thường, vận tốc cắt sẽ được nhà sản xuất khuyến cáo cho từng sản phẩm và từng công dụng cho dụng cụ cắt gọt cụ thể. Tuy nhiên, để chạy được chế độ cắt theo khuyến cáo cần đảm bảo được các yếu tố như độ cứng vũng của máy, gá kẹp tốt, giải nhiệt tốt…. Ta có thể lấy theo 80% chế độ cắt nhà sản xuất khuyến cáo, sau đó, điều chỉnh tăng hoặc giảm cho phù hợp với từng trường hơn.
Hy vọng bài viết trên có thể giúp bạn hiểu rõ hơn về chế độ cắt vật liệu để phục vụ cho quá trình học tập và làm việc. Hãy theo dõi CNC Ánh Kim thường xuyên để cập nhật những thông tin hữu ích về lĩnh vực cơ khí nhé
CÔNG TY TNHH TM – DV C.N.C ÁNH KIM
Địa chỉ: : 1737/7/3/18 Quốc Lộ 1A, KP2, P.Tân Thới Hiệp, Q12, TP.HCM
ĐT: 0909 935 769
Email : cty.cnc.anhkim@gmail.com
Website: https://cncanhkim.com/








