Trong các phép đo thiết thực để phục vụ cho công việc kiểm tra và hiệu chuẩn được thực hiện trên các máy công cụ, thì việc sử dụng các thiết bị như: Khối đo chuẩn; Thanh dài; Đồng hồ đo góc; Căn thẳng; Đồng hồ đo;Đồng hồ so… Tất cả tạo thành nền tảng để kiểm chứng, xác minh tính phù hợp của các máy công cụ.
Khối đo chuẩn
Về tên gọi – Các loại khối đo chuẩn (gọi tắt là khối đo) thường được biết đến như: Khối đo, khối gauge, khối gage, thước đo Jo, khối Jo (Johansson – tên nhà phát minh), đồng hồ đo trượt …. là một hệ thống đo lường để tạo ra các độ dài với độ tin cậy và chính xác cao.
Về vật liệu chế tạo – Khối đo được sản xuất từ các vật liệu như: Thép HSS, thép hợp kim, Cacbua Vonfram WC) hoặc gốm Ceramic – được dựa trên tính chất của từng loại vật liệu để có phương pháp gia công, xử lý chính xác, mài bóng chuẩn tinh để đạt độ dày xác định và được kiểm soát một cách chặt chẽ. Các khối đo có sẵn trong các bộ khối, với một phạm vi độ dài tiêu chuẩn, như hình 1.5.1a.b

Hình 1.5.1 Bộ các khối đo.
- Hộp bộ khối đo chuẩn điển hình loại gốm Ceramic (thực tế thường gọi là Block trắng)
- Hộp bộ khối đo chuẩn điển hình loại thép (thực tế thường gọi là Block thép/ Block xám)
Về hình dạng – Các khối đo được phân loại theo các hình dạng sau:
- Khối đo vuông (Gọi chung là block): gồm các khối đo hình vuông và hình chữ nhật
Dùng để điều chỉnh, kiểm tra, xác nhận, hiệu chuẩn…. các kích thước chiều dài, khoảng cách …


Hình 1.5.1 d. Dùng khối đo vuông để kiểm tra panme đo đường kính và thước kẹp
- Khối đo trụ chuẩn (Gọi chung là pin đo/ pin)
Dùng để điều chỉnh, kiểm tra, xác nhận, hiệu chuẩn…. các kích thước đường kính

Hình 1.5.1 e. Bộ pin đo theo các đường kính tiêu chuẩn được chỉ định.

Hình 1.5.1 f. Dùng pin đo để kiểm tra panme đo đường kính
- Ngoài ra còn có các khối đo góc chuẩn (Gọi chung là khối căn góc/ căn góc), khối V chuẩn, khối vòng tròn chuẩn ….
Hình 1.5.1 g. Bội khối căn góc (Angle gauge blocks) – Chi tiết sẽ được giới thiệu ở mục 1.5.4 Đa giác chính xác
Hình 1.5.1 h. Khối V chuẩn (Angle gauge V-Block)

Hình 1.5.1 i. Khối vòng tròn chuẩn (Ring gauge/ O-Ring gauge)
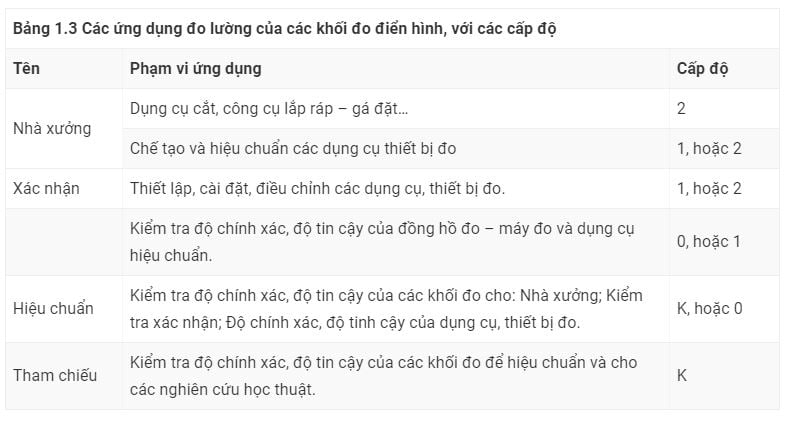
Trong quá trình sử dụng, các khối đo được xếp thành chồng lên nhau/ tiếp nối nhau để tạo ra một chiều dài mong muốn. Một đặc điểm đáng chú ý của các khối đo đó là chúng có khả năng tiếp xúc, liên kết màng bề mặt và hợp nhất với nhau tạo thành tổng thể thống nhất và ổn định. Các khối được nối với nhau bằng việc kết hợp giữa hành động trượt và áp lực bề mặt- quá trình này gọi là vắt ép. Tức là các bề mặt khối đo chạm, trượt, vắt vào nhau cộng hưởng với áp lực bề mặt để tạo nên liên kết làm cho các bề mặt siêu mỏng của chúng như dính vào nhau. (Hình 1.5.1 k. Kết quả là, một số lượng các khối đo nhỏ có thể được sử dụng để tạo ra độ dài chính xác trong một phạm vi rộng. Bằng cách sử dụng các khối đo đó, một bộ lớn gồm 105 khối, chúng ta có thể sử dụng để tạo ra bất kỳ độ dài cần thiết nào cho tớiđộ chính xác kích thước của nó trong các bước tăng dần 0.001 mm. Bảng 1.3, có thể được sử dụng như một chỉ hướng gần đúng cho việc lựa chọn loại khối đo phù hợp theo mục đích sử dụng (theo quy định của các tiêu chuẩn: EN ISO 3650; BS4311; và JIS B 7506).

Hiệu chuẩn của các khối đo (ví dụ, khối đo điển hình như trong Hình 1.7b, c) về cơ bản phụ thuộc vào cả thời gian đã qua sử dụng và điều kiện bề mặt của chúng, với các khối cũ và mòn cần hiệu chuẩn thường xuyên hơn; Trường hợp này nên thực hiện ít nhất mỗi năm một lần.
Một kỹ thuật thường được triển khai để kiểm nghiệm/ hiệu chuẩn tính chính xác và tin cậy của các khối đo đó là “ANOVA gauge R&R”, hoặc cụ thể hơn: ANOVA(viết tắt của Anlysis Of Variance) là phân tích phương sai đo độ lặp lại và độ tái lập. Hệ thống này dựa trên phương pháp 6-sigma, đâylà một kĩ thuật phân tích hệ thống đo lường có sử dụng mô hình phân tích phương sai (ANOVA) ảnh hưởng ngẫu nhiên để đánh giá một hệ thống đo lường. Việc đánh giá một hệ thống đo lường không chỉ giới hạn ở việc đánh giá các đồng hồ đo mà nó áp dụng đối với tất cả các loại thiết bị, dụng cụ đo, phương pháp đo, người thực hiện đo, cộng với các hệ thống đo lường khác.
Cụ thể, “ANOVA gauge R & R” đo lượng biến động (biến thiên) gây ra trong các phép đo xuất phát từ chính bản thân hệ thống đo lường và so sánh nó với tổng số biến động quan sát được để xác định tính tin cậy, tính khả thi của hệ thống đo lường này. Có một số hạn chế ảnh hưởng đến hệ thống đo lường, bao gồm:
- Dụng cụ, thiết bị đo (nó chung là phương tiện đo) – Chính bản thân các máy đo hoặc dụng cụ đo và tất cả các khối đo, giá đỡ, đồ gá, công cụ hỗ trợ … Tính hữu dụng của thiết bị hay bất kỳ sự chậm chạp nào giữa các bộ phận liên kết, phối hợp… Ngay các dụng cụ, thiết bị đo điện tử thì các nguồn sai số củng không thể loại trừ bởi các yếu tố nhiễu sóng điện từ và giải pháp chuyển đổi dữ liệu, thuật toán sang giá trị kĩ thuật số……Tất cả đều là ví dụ điển hình về các nguồn có khả năng gây ra biến động (biến thiên) trong hệ thống đo lường.
- Người thao tác – khả năng và ý thức kỷ luật của người thực hiện đo dựa trên kỹ thuật được yêu cầu phải tuân thủ theo các hướng dẫn, quy trình, quy định, tiêu chuẩn được ban hành bằng văn bản hoặc bằng lời nói.
- Phương pháp kiểm tra thử nghiệm – Cách thức cài đặt, thiết lập các thiết bị được sử dụng/ xác nhận / hiệu chuẩn, các yêu cầu thử nghiệm cụ thể, bao gồm cả cách ghi nhận và phân tích dữ liệu.
- Đặc điểm kỹ thuật – dữ liệuphép đo được đối chiếu dựa theo thông số kỹ thuật hoặc giá trị tham chiếu. Vì vậy, phạm vi, hoặc dung sai kỹ thuật không ảnh hưởng đến phép đo của nó, nhưng là một yếu tố quan trọng để đánh giá tính khả thi của hệ thống đo lường.
- Thành phần khác (chi tiết, sản phẩm, vật mẫu…) – một số thành phần khả thi và chính xác dễ dàng được đo lường hơn những cái khác. Một hệ thống đo lường có thể tốt cho việc đánh giá, ví dụ, một khối đo chiều dài có thể phù hợp để đo chiều dài phôi vật liệu thép nhưng không phù hợp để đo các sản phẩm với vật liệu cao su cứng.
Tóm lại, về cơ bản có hai khía cạnh thiết yếu của phương pháp “gauge R & R”, đó là:
- Độ lặp lại (Repeatability):Đó là sự biến động trong các phép đo được thực hiện bởi một cá nhân cùng một dụng cụ, thiết bị đo, đo lặp đi lặp lại các đặc tính trên cùng một sản phẩm trong cùng điều kiện.Sự lặp đi lặp lại này nhìn chung được hiểu là sự dao động biến thiên của dụng cụ, thiết bị đo.
- Độ tái lập (Reproducibility):Là thuật ngữ sử dụng cho sự biến độngđược gây ra bởi những người thao tác/ những người thực hiện đo khác nhau hoặc các dụng cụ, thiết bị đo khác nhau, hoặc phòng thí nghiệm đo lường khác nhau …. Để đo các đặc tính trên cùng một chi tiết sản phẩm. Sự tái lập nhìn chung được hiểu là dao động biến thiên do yếu tố con người.
Do đó, “ANOVA gauge R&R” là một tính năng quan trọng trong phương pháp tổng thể 6-Sigma và nó cũng thường là một yêu cầu cụ thể / bắt buộc đối với bất kỳ loại nào: Bộ tài liệu Quy trình phê duyệt phần sản xuất (PPAP – Production Part Approval Process).
- Thanh đo dài (thanh dài chuẩn)
Thanh đo dài – còn được gọi là thanh dài chuẩn, thanh pin. Chúng khác với khối đo trụ chuẩn (pin đo/ pin) ở đặc điểm là pin đo dùng để xác định đường kính chi tiết, tiếp xúc bởi biên dạng trụ tròn. Còn thanh đo dài dùng để xác định chiều dài chi tiết, tiếp xúc bởi 2 mặt phía 2 đầu của thanh đo theo kích thước chỉ định.
Khi các khối đo chuẩn trở nên không thực tế để sử dụng trong các trường hợp đo chiều dài dài hơn, thì cách thông thường để sử dụng thay thế đó là Thanh đo dài. Các thanh dài này thường được sản xuất từ thép có hàm lượng crôm và carbon cao, đảm bảo rằng các về mặt của thanh đo được làm cứng đến 64 HRC (800 HV). Thông thường, các Thanh dài này (Hình 1.5.2a), có tiết diện tròn ∅30 mm để ổn định hơn và dễ xử lý. Cả hai đầu của nó đều được xử lý tạo hình, mài bóng đạt độ chính xác cao để đáp ứng với các tiêu chuẩn quy định về: tính hoàn thiện (chuẩn tinh), độ phẳng, độ song song và chiều dài đo….

Theo VietMachine