Dao phay nhôm hợp kim được định nghĩa là dao chuyên chạy vật liệu gia công nhôm làm từ vật liệu carbide – hợp kim cứng gồm kim loại và cacbon.
Giới thiệu về cơ tính của nhôm
Nhôm là vật liệu có độ bền và độ cứng thấp, dẫn nhiệt tốt, vật liệu dễ gia công, thường gia công ở tốc độ cao.
Một biến thể khác của nhôm thường thấy là hợp kim nhôm cường độ cao. Để tạo ra chúng, trong sản xuất một số nguyên tố nhất định đã được thêm vào nhôm, thông qua sự kết tủa dung dịch rắn, độ bền của nó gần bằng thép C45 và suất độ bền (Specific strength) tăng hơn gấp đôi so với thép C45.
Bảng 1. Tensile strength and specific strength of high-strength aluminum alloy, high-strength steel and steel No.45.
| Material | Tensile strength (ob, Mpa) | Density(g/cm3) | Specific strength (kN.m/kg) |
| High-strength aluminum alloy | 490-588 | 2.7 | 175-210 |
| High-strength steel | 1000-1400 | 7.8 | 154 |
| Steel No.45 | 610 | 7.8 | 78 |
Một số đặc điểm khi gia công hợp kim nhôm
- Mô đun đàn hồi nhỏ (chỉ bằng khoảng 1/3 thép số 45), bề mặt phôi gia công có độ hồi phục đàn hồi lớn, có ma sát lớn với lưỡi cắt dụng cụ và ảnh hưởng đến độ bền của dụng cụ.
- Nhiệt độ nóng chảy thấp, trong quá trình cắt phoi dễ bám vào lưỡi cắt tạo thành gờ nổi, đây là yếu tố chính ảnh hưởng đến chất lượng bề mặt bề mặt gia công.
- Hệ số giãn nở nhiệt lớn, nhiệt độ cắt tăng nhanh, kích thước của các bộ phận nở ra khi nhiệt độ tăng và co lại khi nguội, điều này gây ra một số khó khăn trong việc kiểm soát độ chính xác của kích thước.
- Bề mặt gia công nhanh chóng bị oxy hóa trong không khí thành màng cứng Al2O3 (độ cứng bề mặt ở nhiệt độ phòng lên đến HV2500 ~ 3000), và sự mài mòn của bề mặt lưỡi cắt ảnh hưởng đến độ bền của dụng cụ.
Đặc điểm của cắt tốc độ cao
- Trong quá trình gia công tốc độ cao, phoi không kịp để biến dạng bám vào dụng cụ cắt. Chúng thoát ra trực tiếp theo rãnh xoắn của dụng cụ, nhiệt lượng sinh ra theo dòng phoi thoát ra môi trường một phần. Do đó độ chính xác gia công dễ dàng được đảm bảo.
- Tốc độ ma sát giữa dụng cụ và phôi trở nên nhanh dẫn đến nhiệt độ cục bộ tăng lên. Do đó, mấu chốt của việc thiết kế dao phay tốc độ cao là giảm sinh nhiệt ma sát hiệu quả.
Các dạng hư hỏng chính của phay hợp kim nhôm tốc độ cao
- Dụng cụ cắt bị hỏng: ở tốc độ cao, khi bắt đầu cắt dụng cụ đột ngột bị gãy khỏi đầu kẹp. Kết quả không chỉ làm hỏng phôi và sẽ gây ra các sự cố khác về an toàn.
- Rung động trong quá trình gia công: rung động ở đây đươc hiểu là sự rung dọc trục dao trên bề mặt gia công. Đièu này tác động trực tiếp đến độ nhám của bề mặt.
- Độ mài mòn và hao mòn quá mức: khi dao phay tốc độ cao, ma sát giữa lưỡi cắt và bề mặt tiếp xúc của phôi sẽ tăng lên nhanh chóng, tăng gia tốc mài mòn dao, dẫn đến việc dao bị hỏng sớm.
- Và lỗi thường xuyên hay xảy ra nhất là vấn đè bám phoi lên lưỡi cắt. Khi lỗi này xảy ra, chất lượng bề mặt gia công sẽ giảm ngay lập tức và tải trọng trục chính tăng lên đáng kể. Nếu chúng ta đang phay rãnh, rất có thể sẽ xảy ra tình trạng gãy dao ngay.
Các thông tin quan trọng cần biết khi chọn loại dao phay nhôm phù hợp
Chọn vật liệu dao cắt
Để ngăn ngừa sự cố của dao cắt cắt tốc độ cao, vật liệu chế tạo dao cắt nên có khả năng chống va đập tốt, chống mài mòn và các đặc tính mỏi nhiệt của cacbua hạt siêu mịn. Ngoài ra nên có lớp phủ chống mài mòn cao.
Dao phay gia công nhôm phổ biến hiện nay có 2 loại chính:
– Loại không có lớp phủ, làm từ vật liệu carbide.

– Loại còn lại sử dụng lớp phủ DLC: giúp dao phay trở nên bền hơn và độ bóng sau gia công cũng đẹp hơn. Ở đây chúng ta không sử dụng lớp phủ TiAlN vì nó rất dễ xảy ra phản ứng hóa học với nhôm.

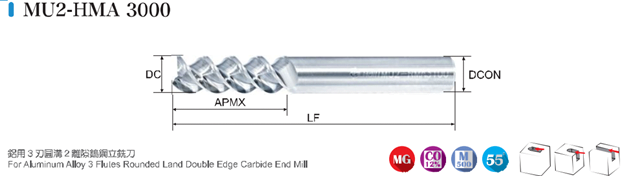
Kích thước của dao phay
Khi chọn dao phay, chiều sâu rãnh cắt chính là yếu tố cần chú ý. Rãnh phải cắt được theo độ sâu đảm bảo tính chất của công việc. Nếu mũi dao càng ngắn thì đường kính của lưỡi dao được thiết kế càng rộng. Dao phay ngắn sẽ giảm đi những rung động đáng kể và độ cứng của công cụ được đảm bảo.
Tùy thuộc vào nhu cầu chúng ta sẽ chọn kích thước dao phù hợp với việc gia công
Số me cắt
Nên dùng loại hai me cho dao phay nhôm tốc độ cao, quá nhiều lưỡi sẽ làm giảm khoảng trống thoát phoi, dễ gây dính phoi cho dao cắt. Để tránh cộng hưởng, có thể sử dụng dao phay 3 lưỡi để tăng tần số va đập.
Bề mặt hoàn thiện của me cắt yêu cầu trơn nhẵn để chống lại sự bám phoi khi gia công.
Góc xoắn và rãnh thoát phoi
Đối với dao phay nhôm, góc xoắn dao và rãnh thoát luôn lớn hơn dao phay bình thường. Góc xoắn thường là 45°,50°, 55°. Việc thiết kế góc xoắn và rãnh thoát lớn nhằm đảm bảo khả năng thoát phoi khi gia công, tránh hiện tượng phoi thoát không kịp bám vào lưỡi cắt gây hỏng dao.
Đường xoắn giúp di chuyển phoi lên và ra khỏi vùng cắt và cũng tạo ra bề mặt hoàn thiện tuyệt vời. Góc cũng giúp làm dịu tác động lúc đầu vào của vết cắt, dẫn đến đường cắt mịn hơn, êm hơn.


Dung dich làm mát
Dung dịch làm mát rất quan trọng đối với việc thoát phoi và giữ cho dụng cụ luôn mát mẻ. Các lựa chọn phổ biến bao gồm sử dụng đầu phun dung dịch làm mát dạng phun sương hoặc làm mát ngập. Dung dịch làm mát ngập nước với áp suất đủ cao để di chuyển phoi ra khỏi đường được ưu tiên, đặc biệt nếu sử dụng dụng cụ không tráng phủ. Khi sử dụng một công cụ tráng, đầu phun dung dịch làm mát phun sương là điều cần thiết phải có.

Tổng kết
Việc chọn và áp dụng dao phay nhôm chính xác sẽ giúp tiết kiệm thời gian đáng kể cho việc gia công nhôm. Ba điều quan trọng cần nhớ là:
- Sử dụng dao phay được thiết kế đặc biệt để gia công nhôm.
- Sử dụng máy móc có tốc độ và bước tiến dao cao.
- Đảm bảo loại bỏ phoi khỏi khu vực cắt.
Do đó, nếu bạn muốn nâng cao độ hiệu quả trong việc gia công nhôm, hãy liên hệ với Công ty CNC Ánh Kim chúng tôi để được tư vấn lựa chọn dao phay nhôm phù hợp nhất.
NVKD: Ngô Thanh Phú
Số điện thoại: 0943 621 702
Email: thanhphu@cncanhkim.com