

Phay được sử dụng nhiều trong hoạt động điều khiển tự động của máy tính và các công cụ xoay cắt để loại bỏ phôi nhằm tạo ra một bộ phận hoặc cả sản phẩm với các thiết kế tùy chỉnh. Phay mặt phẳng là phương pháp phổ biến trong gia công cơ khí chính xác, vậy phay mặt phẳng như thế nào cùng tìm hiểu rõ hơn qua bài viết dưới đây nhé.
Chuẩn bị chung trước khi phay
- Làm vệ sinh phôi, bàn máy, đầu kẹp dao, trục gá dao hay dao cắt trước khi thực hiện công việc.
- Không lựa chọn dao cắt lớn hơn mức cần thiết.
- Kiểm tra máy có hoạt động bình thường không, kiểm tra dầu bôi trơn.
- Kiểm tra chiều quay của máy có phù hợp với dao hay không.
- Sử dụng chiều phay nghịch.
- Không thay đổi tốc độ trục chính và lượng chạy dao khi đang gia công.
- Sử dụng đồ gá phù hợp để chi tiết được kẹp chặt và không bị rung khi gia công.
- Sử dụng dung dịch trơn nguội.
- Tất cả công việc chuẩn bị phải được hoàn thành trước khi trục chính quay
Tìm hiểu hiểu về kỹ thuật phay mặt phẳng
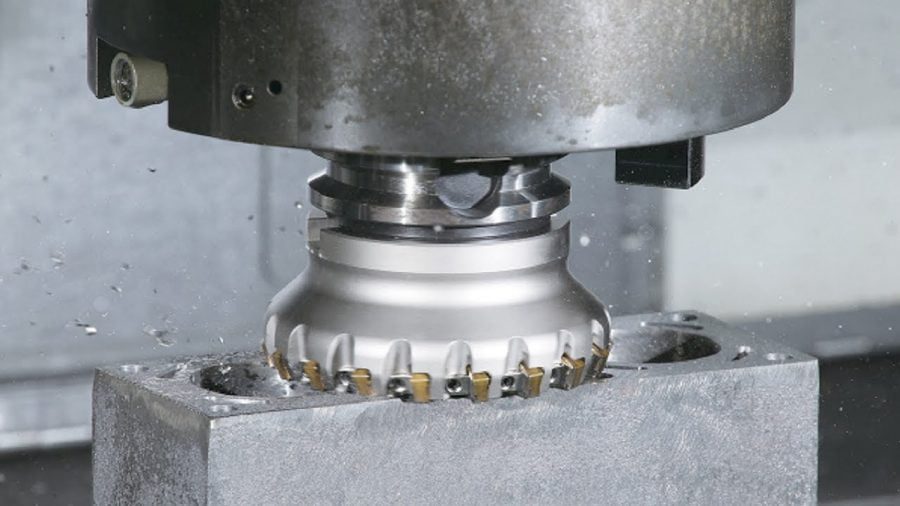
Thiết bị sử dụng: Máy phay ngang (khi sử dụng dao trụ), máy phay đứng (khi sử dụng dao phay mặt đầu).
Dao phay : dao phay trụ hoặc dao phay mặt đầu.
Chiều phay : Phay nghịch ( Là chiều phay mà chiều quay của dao ngược với chiều tịnh tiến của phôi )
Các công việc chuẩn bị:
- Kiểm tra kích thước phôi để xác định lượng dư gia công.
- Chọn mặt chuẩn và gá phôi lên máy.
- Căn cứ chiều rộng phay để chọn dao và lắp dao lên trục gá dao (hoặc đầu dao).
- Căn cứ lượng dư từng bề mặt để chọn chiều sâu cắt.
- Căn cứ độ nhám bề mặt để chọn lượng chạy dao.
- Căn cứ vật liệu dao, vật liệu gia công, chiều sâu cắt, lượng chạy dao để chọn tốc độ cắt.
- Mở máy cho trục chính quay.
- Điều khiển cho phôi tiếp xúc với dap phay, chỉnh vạch khắc (du xích) về vị trí Zêro.
- Di chuyển bàn máy dọc để dao ra ngoài phôi.
- Di chuyển bàn máy lên bằng chiều sâu cắt đã chọn và kẹp bàn máy theo chiều đứng.
- Điều chỉnh các cử chặn vào vị trí.
- Quay tay cho phôi tiến sát vào dao phay và mở chạy dao dọc tự động.
- Phay xong một lượt ngừng máy, kiểm tra kích thước.
Những chú ý khi phay:
– Khi sử dụng vạch khắc (du xích) phải biết rõ mỗi vạch ứng với khoảng chạy dao là bao nhiêu. Ví dụ: mỗi vạch ứng với 0.02 (mm), vậy muốn quay 2.5 (mm) thì quay 2.5/0.02 = 125 (vạch).
– Khi điều khiển chạy dao phải chú ý đến độ rơ của cơ cấu vít me – đai ốc, phải luôn luôn quay một chiều để dồn khe hở về một phía. Nếu lỡ quay quá vạch cần thiết thì phải quay trở lại một đoạn (ít nhất là đến khi bàn máy chuyển động ngược lại ) rồi mới tiếp tục quay theo chiều cũ đến vạch đã định.
– Sau khi nâng bàn máy thì xiết vít để kẹp bàn máy để chống rung và chính xác.
Những sai hỏng khi phay và biện pháp khắc phục:
* Kích thước sai:
– Quay không đúng vạch khắc (du xích) trên tay quay.
– Độ rơ của vít bàn máy làm cho dao bị hút sâu vào phôi.
– Đo kiểm không đúng.
– So dao sai.
* Hình dáng hình học sai (sai góc độ, không song song, không thẳng góc, không đối xứng):
– Bàn máy bị dốc hoặc mòn lõm.
– Vị trí đầu phay, bàn máy chưa đúng (trên máy phay vạn năng đầu phay và bàn máy có thể quay được).
– Đồ gá không chính xác.
– Giữa mặt bàn và đế đồ gá có dính phoi.
– Dụng cụ đo kiểm kém chính xác.
* Độ nhám cao:
– Lưỡi dao bị cùn hoặc bị sứt mẻ.
– Dao bị đảo.
– Chọn chế độ cắt chưa hợp lý.
– Hệ thống máy, đồ gá, dao, chi tiết bị rung động.
– Góc độ dao không hợp lý.
Mong bài viết trên có thể giúp ích bạn trong quá trình học tập và làm việc. Hãy theo dõi CNC Ánh Kim thường xuyên để có thể cập nhật những bài viết hay về lĩnh vực cơ khí chính xác nhé.
CÔNG TY TNHH TM – DV C.N.C ÁNH KIM
Địa chỉ: : 1737/7/3/18 Quốc Lộ 1A, KP2, P.Tân Thới Hiệp, Q12,TP.HCM
MST: 3702178984
ĐT: 028 6257 0211
Email : cty.cnc.anhkim@gmail.com