


Nghành khuôn mẫu là một trong những nghành “chủ chốt của nền công nghiệp”, và được ứng dụng rộng rãi trong nhiều nghành như các ngành sản xuất công nghiệp như điện tử – bán dẫn, hàng không, phương tiện giao thông vận tải, bao bì, gia dụng,…
Nắm rõ các đặc tính của các loại vật liệu khuôn sẽ giúp các bạn chọn các loại dao cụ một cách chính xác và hiệu quả hơn cho việc gia công khuôn, để biết rõ thì cùng tham khảo qua bài viết dưới đây nhé
Phân loại các dạng khuôn mẫu
Các khuôn ép được sử dụng rộng rãi trong công nghiệp để chế tạo các chi tiết từ nhiều vật liệu khác nhau như nhựa, kim loại, cao su, kính, và các chất vô cơ khác. Các sản phẩm từ khuôn ép gồm có các chi tiết kim loại và nhựa trong ô tô, máy bay, đồ gia dụng, thiết bị điện, điện tử, đồ tiêu dùng, đồ gỗ, các trang bị quân sự, sản phẩm y tế.
Và vật liệu cấu thành nên một bộ khuôn sẽ bao gồm 3 dải vật liệu chính:
- Vật liệu tôi cứng (độ cứng từ 30 HRc – 65 HRc)
- Vật liệu ủ hoặc mềm hơn (độ cứng dưới 30 HRc)
- Vật liệu điện cực graphite EDM
Cách chọn các loại dao phay khuôn mẫu
Đối với gia công khuôn mẫu thì các dòng dao phay ngón được sử dụng phổ biến nhất, các loại dao phay này phù hợp với các loại vật liệu có độ cứng từ 30 HRC – 65 HRC được khuyến nghị sử dụng để đạt hiệu quả cao hơn.
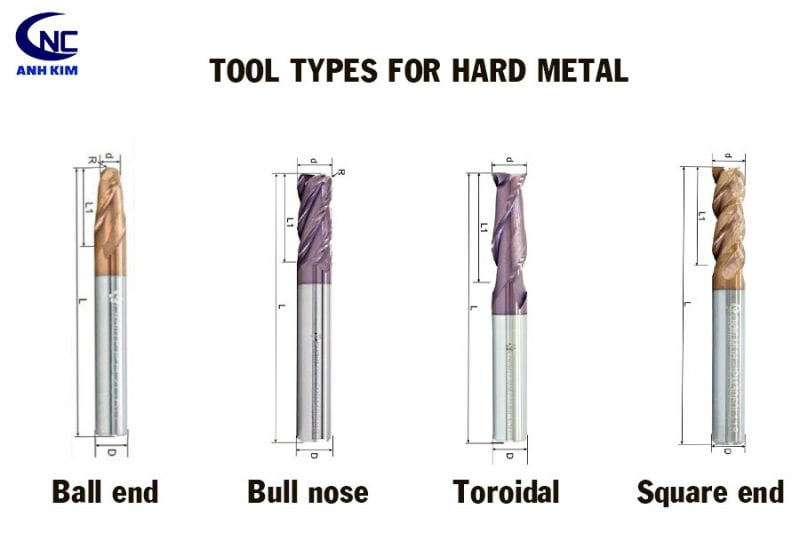
- Dao phay ngón ( Endmill )
- Dao phay cầu ( Base nose mill)
- Dao phay bo góc (bull nose mill)
- Toroidal end mill
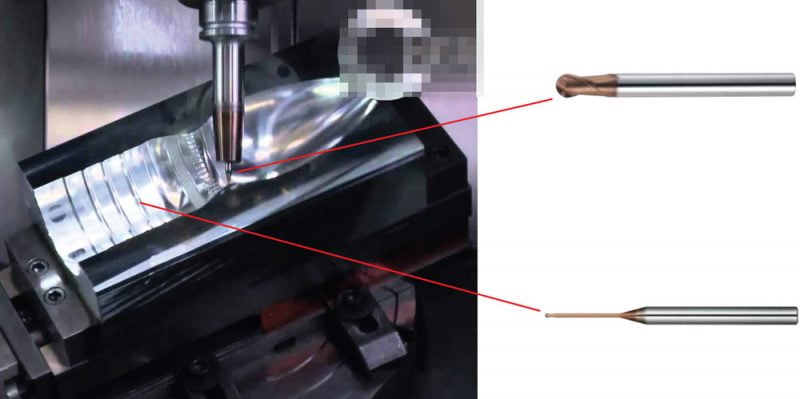
Ứng dụng của dao phay cầu:
Dao phay cầu được sử dụng gia công các khuôn mẫu với các đường cắt biên dạng 3-D. Dao cầu với các lớp phủ tiên tiến là sự lựa chọn hàng đầu để phay 3 trục/ 5 trục gia công các lỗ và lõi khuôn
Cách tốt nhất để áp dụng dao phay cầu là gia công phay thô chi tiết theo quy trình gia công thô cấp độ Z liên tục. Đây là đường cắt gia công thô chi tiết ở độ sâu Z không đổi và sử dụng bước X hoặc Y để tạo ra hình dạng ba chiều. Phay thuận là hướng cắt ưa thích. Sử dụng loại đường dẫn dao này giúp giảm lượng nhiệt sinh ra và sẽ tạo ra các vết cắt gần với hình dạng hoàn thiện theo yêu cầu.
Nếu bạn bắt buộc phải sử dụng đường chạy dao raster, hãy đảm bảo không cắt theo đường zíc-zắc của dụng cụ và chỉ sử dụng phương pháp phay thuận. Trong quá trình gia công thô hoặc bán gia công tinh, bước lệch tâm điển hình (chuyển động trục X hoặc Y) chỉ nên áp dụng với 25-40% đường kính của dao cụ.
Chiều sâu cắt dọc trục (chiều sâu Z) phụ thuộc vào độ cứng của chi tiết. Đối với vật liệu có độ cứng từ 30-40 HRc, sử dụng độ sâu Z bằng 10% đường kính dao cắt trên mỗi lần cắt. Đối với vật liệu độ cứng cao hơn 40-50 HRc, sử dụng độ sâu Z là 5% đường kính dao cắt cho mỗi lần vượt qua và đối với vật liệu lớn hơn 50 HRc, sử dụng độ sâu Z là 4% đường kính dao cắt.
Dao phay Toroidal
Dao phay Toroidal ứng dụng phay tốt nhất cho các khu vực chật hẹp như lỗ xoắn và lỗ rib, hoặc khi đường kính dao cụ gần sát với góc bo R của chi tiết cần gia công. Hình dạng Toroidal (hình xuyến) mang lại nhiều lợi thế hơn so với các loại dao phay khác. Những loại dao phay Toroidal này có thể gia công mặt đáy phẳng với bước cắt lớn hơn dao phay cầu nhưng lại phù hợp hơn nhiều khi gia công các vị trí chật hẹp. Bằng cách sử dụng dao 2 me và tiếp xúc bề mặt hình xuyến, các vấn đề về nhiệt và lệch hướng được giảm thiểu.

Sử dụng dao phay Toroidal (dao phay hình xuyến) cho các ứng dụng định hình, độ cứng của vật liệu ảnh hưởng đến bước xuyên tâm. Đối với vật liệu 30-50 HRc, sử dụng bước trên 5% đường kính dao trên mỗi pass cắt. Nếu vật liệu cứng hơn 50 HRc, hãy sử dụng bước trên 2%. Trong cả hai trường hợp, có thể sử dụng độ sâu Z bằng 1 lần đường kính của dao cắt trên mỗi lần cắt.
Dao phay bo góc
Dao phay bo góc thông thường với thiết kế nhiều me cắt và được bo tròn ở các cạnh cắt giúp hạn chế áp lực tránh gãy mẽ thích hợp cho các ứng dụng phay khuôn đòi hỏi chế độ cắt tốc độ cao. Dao phay đường kính nhỏ thì lực cắt sẽ thấp hơn, lượng tiếp xúc bề mặt cũng nhỏ hơn so với các dao phay đường kính lớn, do đó khi gia công với các máy công suất thấp, kích thước nhỏ chúng ta nên sử dụng các công cụ có đường kính nhỏ hơn.
Dao phay góc góc với nhiều lưỡi cắt được áp dụng giống như dao phay Toroidal. Sử dụng cùng bước và độ sâu vết cắt như sơ đồ trên. Dao phay bo góc nhiều me cắt có thể phay các rãnh trên vật liệu tôi cứng khi ứng dụng phay trochoidal hoặc các đường dẫn dao mới kiểm soát góc cắt của dao. Điều quan trọng là đảm bảo lập trình đường kính dao ở khoảng 50% chiều rộng rãnh cần phay để cho phép chuyển động đủ và đảm bảo góc tiếp xúc không tăng và tạo ra quá nhiều nhiệt
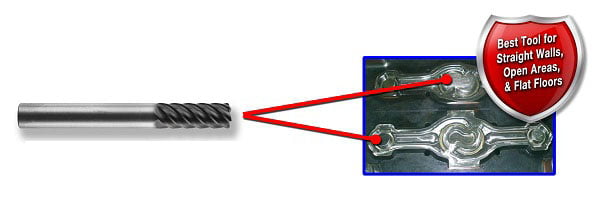
Dao phay ngón
Công cụ cuối cùng bạn muốn sử dụng phay cho các vật liệu tôi cứng trước là dao phay ngón hay còn gọi là Square Endmill. Tất cả lực và nhiệt đều tập trung vào góc cắt của dao. Khi gia công loại bỏ một lượng lớn vật liệu bằng góc nhọn, dao sẽ dễ bị mòn. Vì lý do này, trong ngành khuôn mẫu, dao phay ngón nên được sử dụng để chọn để phay loại bỏ góc R còn sót lại khi gia công bằng dao Bo góc khi chi tiết khuôn yêu cầu các góc vuông.
Với các dòng dao phay với độ cứng cao thì hãng Echain đã ra đời sản phẩm dao solid carbide với nhiều lớp phủ cao cấp có thể ứng dụng gia công thép có độ cứng lên đến 65 HRC. Thừa hưởng công nghệ tiên tiến từ hãng dao nổi tiếng lâu đời trong nghành công nghiệp khuôn mẫu Sumitomo nên dao Echain có đầy đủ các đặc điểm của dao Sumitomo và giá cả tầm trung phù hợp với nhiều loai hình doanh nghiệp ở Việt Nam
Trên đây là một số thông tin cơ bản giúp bạn có thể hiểu được vật liệu khuôn để bạn có thể lựa chọn được dao phay khuôn mẫu phù hợp, ngoài các sản phẩm dao phay hợp kim nguyên khối, bạn có thể sử dụng các loại dao phay gắn mảnh để tối ưu chi phí với công dụng tương đương dao phay hợp kim
Để được hỗ trợ các thông tin, kĩ thuật cũng như hỗ trợ lựa chọn dao phay khuôn mẫu phù hợp, bạn có thể liên hệ để được tư vấn thêm
>>> Top 5 loại dao phay bán chạy
CÔNG TY TNHH TM – DV C.N.C ÁNH KIM
Địa chỉ: : 1737/7/3/18 Quốc Lộ 1A, KP2, P.Tân Thới Hiệp, Q12,TP.HCM
ĐT: 028 6257 0211
Email : sales@cncanhkim.com
Website: https://cncanhkim.com/