


Thước cặp là thiết bị đó thường được sử dụng trong gia công cơ khí với chức năng chính là đo đạc như dùng để đo các kích thước ngoài như chiều dài, chiều rộng, đường kính trụ ngoài… các kích thước trong như đường kính lỗ, chiều rộng rãnh.. và chiều sâu. Để giúp bạn có thể tìm hiểu rõ hơn về cách sử dụng thước cặp áp dụng vào công việc một cách hiệu quả thì cùng tham khảo bài viết dưới đây nhé
Thước cặp
Tùy vào khả năng đạt được độ chính xác của thước, người ta chia ra làm 3 loại thước cặp 1/10, 1/20, 1/50.
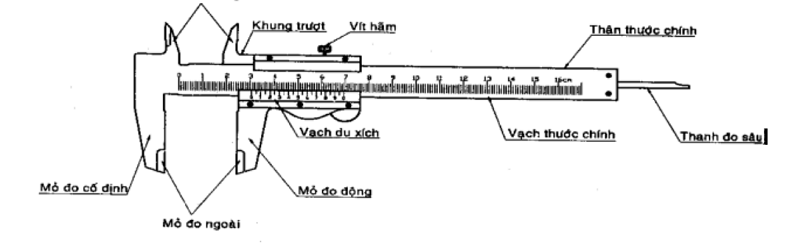
Cấu tạo thước cặp
Gồm có 2 thành phần chính
– Thân thước chính: mang mỏ đo cố định và trên thân có thang chia độ theo milimet.
– Khung trượt: mang mỏ đo di động và trên thân có các thang chia phụ, được gọi là phần du xích của thước. Công dụng của phần này dùng để làm tăng độ chính xác của thước.
– Ngoài ra còn có các bộ phận phụ như vít hãm, thanh đo sâu…
Cách đọc kết quả đo của thước cặp
Để đọc trị số đo một cách chính xác thì hướng quan sát để đọc trị số phải vuông góc với dụng cụ đo.
Kích thước đo được xác định tùy thuộc vào vị trí vạch”0″ của du xích trên thang chia thước chính, vị trí đó là ” phần nguyên” của thước. Tiếp theo xem vạch thứ mấy trên du xích trùng với vạch bất kỳ trên thước chính, lấy số thứ tự vạch đó nhân giá trị thước (hay độ chính xác của thước) sẽ là giá trị “phần lẻ” của thước, cộng hai giá trị này sẽ được giá trị của thước đo.
Giá trị của thước đo (hay độ chính xác của thước) có thể xác định bằng cách lấy khoảng cách hai vạch trên thước chính (thường là 1mm) đem chia tổng số vạch trên du xích.
Số đo chẵn
Vạch”0″ du xích trùng với một vạch trên thước chính. Vạch cuối cùng của du xích với một vạch bất kỳ trên thước chính.
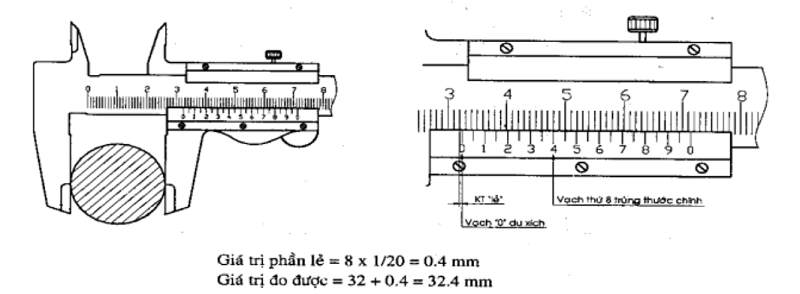
 Số đo lẻ
Số đo lẻGiá trị đo gồm 2 phần: phần nguyên và phần lẻ
– Giá trị phần nguyên được xác định bên trái vạch “0” của du xích (vạch 32)
– Giá trị phần lẻ được xác định bở vạch của du xích trùng với vạch bất kỳ trên thước chính, lấy số thứ tự của nó nhân với giá trị của thước ta được phần lẻ.
Cách đo của thước cặp
Kiểm tra thước trước khi đo
– Thước đo chính xác khi mỏ đó tiếp xúc khít nhay đồng thời vạch “0” của du xích trùng với vạch “0” của thang đo chính.
– Nếu trong trường hợp 2 vạch này không trùng nhau ta nói thước không chính xác. Như vậy nếu dùng thước này thì kích thước chi tiết này sẽ như thế nào? Khi đó kích thước chi tiết = kích thước đo được ± khoảng cách sai lệch.
– Khoảng sai lệch được xác định bằng cách ta đo một chi tiết có kích thước, chính xác hoặc một chi tiết được đo với thước có độ chính xác. Ta đem so sánh với thước cần xác định độ chính xác.
Phương pháp đo
– Giữ cho mặt phẳng đo của thước song song với mặt phẳng chi tiết cần đo.
– Áp mỏ đo cố định vào một cạnh của chi tiết.
– Ngón tay cái bàn tay phải đẩy nhẹ khung trượt đưa mỏ đo di động áp vào cạnh còn lại của chi tiết, đồng thời ấn nhẹ để tạo một lực xác định.
– Đọc kết quả đo
– Trong trường hợp phải lấy thước ra khỏi chi tiết mới đọc được kết quả thì phải dùng vít hãm chặt khung trượt của thước trước khi lấy thước ra khỏi chi tiết.
Nếu vật cần đo được gá trên máy tiện:
– Tắt máy, cho mâm cặp dừng hẳn rồi mới thao tác.
– Đối với chi tiết nhỏ, thao tác đo bằng tay phải và đọc trực tiếp trên máy.
– Đối với chi tiết lớn, tay trái cầm thước phía mỏ đo cố định áp vào một cạnh của chi tiết, tay phải đẩy mỏ đo di động tiếp xúc cạnh còn lại của chi tiết đó.
Nếu vật cần đo không gá trên máy tiện
– Đối với chi tiết nhỏ, tay trái cầm chi tiết, tay phải thao tác đo.
– Đối với chi tiết lớn, đặt chi tiết lên mặt phẳng cố định, thao tác đo bằng cả hai tay.
Mong bài viết trên có thể giúp ích cho quá trình làm việc và học tâp của các bạn. Hãy theo dõi CNC Ánh Kim để cập nhật những thông tin hữu ích về lĩnh vực cơ khí chính xác nhé.
CÔNG TY TNHH TM – DV C.N.C ÁNH KIM
Địa chỉ: : 1737/7/3/18 Quốc Lộ 1A, KP2, P.Tân Thới Hiệp, Q12, TP.HCM
ĐT: 0909 935 769
Email : cty.cnc.anhkim@gmail.com
Website: https://cncanhkim.com/